Основной технологический инструмент для машинной ковки
К основному инструменту, применяемому при ковке на молотах и прессах, относят бойки, топоры с различной формой рабочей части, квадраты, пережимки, раскатки, обжимки, прошивни, надставки, оправки для протяжки и раскатки.
Бойки (рис. 1) применяют в основном для протяжки, а также осадки, прошивки, гибки и некоторых других операций ковки. В комплект входят два бойка: нижний, неподвижный, выполняющий одновременно роль опоры; верхний, подвижный, через который передается деформирующая нагрузка на заготовку от молота или пресса. Различают универсальные бойки, имеющие плоские рабочие поверхности (рис. 2, а) и вырезные (фасонные) (рис. 2, б–г), отличающиеся специальным профилем.
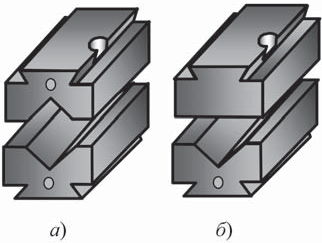
Рис. 1. Бойки: а – нижний и верхний вырезные; б – верхний плоский и нижний вырезной
Чем большей площадью вырез (калибр) бойков охватывает поверхность обрабатываемой заготовки, тем меньше при ковке уширение заготовки и тем интенсивнее происходит процесс протяжки. Однако необходимая сила для протяжки при этом значительно возрастает.
Рабочие поверхности плоских и соприкасающиеся поверхности вырезных и фасонных бойков выполняют строго горизонтальными и плотно, без зазоров, прилегающими друг к другу. На рабочих поверхностях бойков различных выбоин и вмятин не допускается. Во избежание перерезания волокон в поковке кромки рабочих поверхностей бойков всех типов в местах их пересечения с боковыми поверхностями скругляют по радиусу.
Для ковки в нижнем вырезном и верхнем плоском бойках нижний боек часто выполняют составным со вкладышами. Вкладыши позволяют быстро изменить размер и форму выреза на требуемые. Кроме того, по мере износа вкладышей облегчается их замена.
Цельные бойки и сменные вкладыши изготавливают ковкой в зависимости от условий работы из сталей 50, 50Г, 40ХН, 5ХНВ, 5ХГМ. После механической обработки подвергают термической обработке на твердость 40…45 HRC.
Топоры (рис. 3) применяют для осуществления операций отрубки части исходной или откованной заготовки или их разрубки на мерные заготовки. На рис. 4 приведена схема выполнения операции отрубки части заготовки кузнечным топором. В зависимости от назначения конструкции топоров, используемые в кузнечном деле, разнообразны.
Топоры изготавливают ковкой из стали 18ХНВА или стали 50, сталей 35ХМ, 5ХНВ, 7X3, 8X3, 5ХНМ, подвергают термообработке до твердости 40…45 HRC.

Рис. 2. Рабочие поверхности бойков: а – плоские у верхнего и нижнего бойков; б – плоская у верхнего и вырезная у нижнего бойков; в – вырезная у верхнего и нижнего бойков; г – фасонная у верхнего и нижнего бойков

Рис. 3. Кузнечные топоры: а –трапецеидальный топор для рубки в вырезном бойке; б – топор с цельной кованной ручкой; в – полукруглый
Ручки топоров делают из стали 20 или Ст 3. Крупные, тяжелые топоры изготавливают с быстросменными ручками или подвесными к траверсе пресса. Для облегчения работы с такими топорами часто используют манипуляторы.
Пережимки применяют для создания одно- или многосторонних углублений для последующего образования уступов или пережимов на заготовке.
Углубления на заготовке (засечки) служат для фиксации (или отметки) объема металла, который следует подвергнуть, например, протяжке, чтобы получить требуемую геометрию заготовки после ковки. Засечки обычно выполняют вдавливанием в заготовку круглого или прямоугольного прутка. Чтобы увеличить глубину засечки, например до образования уступа на заготовке, применяют пережимки различной геометрии.

Рис. 4. Отрубка части заготовки кузнечным топором: 1 – заготовка; 2 – топор; 3, 4 – бойки
На рис. 5 приведена схема выполнения операции пережима, а на рис. 6 – технологическая последовательность изготовления ступенчатой поковки протяжкой с применением пережима. Изготавливают пережимки из сталей 40, 45, 40Х.

Рис. 5. Схема пережима: а – круглой раскаткой; б – треугольной пережимкой; 1, 2 – соответственно верхний и нижние бойки; 3 – инструмент; 4 – обрабатываемая заготовка

Рис. 6. Технологическая последовательность изготовления объемной Т-образной заготовки: а – исходная заготовка; б – заготовка после пережима с четырех сторон; в – заготовка после протяжки

Рис. 7. Разгонка: 1, 2 – бойки; 3 – заготовка; 4 раскатка (прожимка)
Раскатки (прожимки) – инструмент, применяемый для выполнения местных углублений и разгонки металла. Под разгонкой (рис. 7) понимают увеличение ширины заготовки или ее диаметра локальным обжатием смежных участков заготовки с уменьшением ее толщины. Преимущественное течение металла при разгонке всегда перпендикулярно к направлению перемещения бойка. После разгонки полученную волнистую поверхность проглаживают плоским (прожимкой) бойком. Применяемый инструмент – раскатки – изготавливают различной формы (рис. 8) из сталей 50, 40, 45, 40Х и др.
Обжимки применяют для перераспределения металла вдоль оси заготовки (подкатки) или отделки поковок, а также при изготовлении поковок на молотах и прессах. По конструкции обжимки подразделяют на разъемные (рис. 9, а) и неразъемные (рис. 9, б), насаженные на одну общую рукоятку. Изготавливают их из сталей 40, 45, 50, У7, 40Х.

Рис. 8. Некоторые типы раскаток
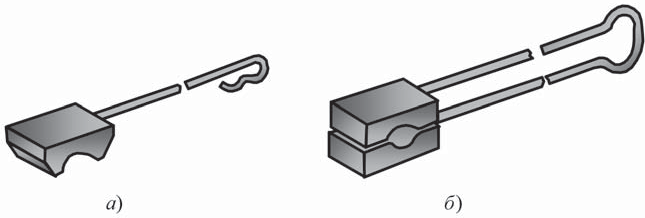
Рис. 9. Обжимки: а – подкатная разъемная; б – подкатная пружинная

Рис. 10. Прошивни: а – цилиндрический; б – конический; в – полый; г – клиновидный
Прошивни (рис. 10) являются основным инструментом при прошивке – кузнечной операции выполнения отверстий в поковках путем вытеснения материала. Для удобства работы с прошивнями на их поверхности выполняют цилиндрические сквозные или глухие отверстия, в которые вводят транспортировочные или установочные штыри. Изготавливают прошивни из сталей 40Х, 50Х, 5ХНВ с твердостью 40…45 HRC.